
Metal Casting and Heat Treatment Equipment
The Lightweight Materials and Manufacturing Research Lab (Luo’s Group) houses excellent facilities for metal casting, solidification and heat treatment processes, including:
- LK 280-ton cold-chamber die casting machine with 560 x 560 mm tie bar space and 2800 kN clamping force and integrated with
- Busch 30-inHg vacuum pump and accumulator tank
- MPH 500-lb aluminum furnace and crucible
- Metamag 500-lb magnesium furnace and crucible
- Pyrotek Star 2500 rotary degasser and flux injection system
- Compact 25kW (EQ-SP-25A) Induction melting unit for small-scale experiments equipped with a quartz tube chamber, 58 L/m water-cooling unit and 120 L/m rotary vane vacuum pump. Ideal for alloys with melting temperature < 1800°C.
- Inductotherm, vacuum induction melting furnace with water cooling to melt high-temperature metals, high-entropy alloys, and reactive metals.
- Resistant melting kiln-furnaces (2 units) for Al, Mg and low-temperature alloys.
- A 75kW induction melting furnace capable of melting steel, cast iron and other low-temperature Al alloys.
- A small arc melting furnace capable of melting ~10g of alloys under an inert atmosphere up to 1800°C.
- A desktop induction-melting and casting furnace (5KW, 1700°C) under vacuum in a closed chamber to melt approximately 100 g of metal. Both melting and pouring are done under a vacuum.
- A constant climate chamber HP110 oven that controls temperature and humidity for environmentally controlled experiments.
- A 400°C, 43L convection oven (14″x14″x14″, 43L) with a programmable controller for drying and pre-heating applications.
- A vacuum chamber furnace made of quartz tube chamber (7.5″ ID x 13.4″L) aligned horizontally and fitted with stainless steel flange to achieve vacuum levels of up to 10-5 This furnace is intended for high-temperature (1100°C) annealing and heat treatment of Mg alloys.
- Two muffle furnaces, (12″ x 8 x 5″, 7.2L, 6″ x 6″ x 7″, 4.2 L) with a programmable controller designed for long-time heat treatments with a maximum operating temperature of 1200°C.
- AMETEK SpectroMaxx, spark spectrometry (OES) equipped with steel, cast-iron, Al-, Cu- and Mg-based alloys database for composition analysis.
- A 750W, 20kHz, ultrasonic melt processing setup to treat molten metals for intermetallic refinement, grain refinement and dispersion of nanoparticles.
- A directional solidification furnace for controlled solidification experiments.
- A sand cooling cup interfaced with a 4-channel data acquisition system (NI-9129) using La-view software to measure cooling curves.
- A thermal analysis welder to fuse the ends of the thermocouple.
- Tinker Omega TOM-5, rotatable, high-speed sand mixer and Simpsons Mix-Muller for Steel and Al sand castings.
- MTI – vibration sieving machine (MSKSYU3N): A 400W, 400-1400 rpm, desktop vibration sieving system with a built-in microprocessor that adjusts vibration time according to the load (max. 1kg).
- Oil bath heat treatment to perform heat treatments in a controlled atmosphere.
- A Wiesamic CR-10S 3D printer with a build area of 300 x 300 x 400 mm supports PLA, TPU and ABS filaments to build prototype models.

Powder Processing and Additive Manufacturing

The Lightweight Materials and Manufacturing Research Lab has the following powder process equipment:
- MCS-1700-MAS is a compact gas atomizer capable of producing a particle size of lesser than 80 microns with an atomizing pressure of 1 MPa. A 25kW induction melting furnace is designed to melt various alloys up to 1700°C.
- A Retsch Emax High Energy Ball mill to reduce particle size and mechanical alloying (high-entropy alloys). Two grinding stations with a capacity of 50 and 125 ml, externally cooled system operating at a speed of 300-2000 rpm.
The Center for Design and Manufacturing Excellence (CDME) has state-of-the-art additive manufacturing equipment:

- ExOne Innovent BinderJetting 3D printer with a net build volume of (xyz) 6.3” x 2.5” x 2.5” is capable of printing sand, metals (Al, Mg, Ni alloys) and ceramic materials.
- The Arcam Q10+ uses an electron beam for melting metal powder (layer-by-layer) and builds a dense metal component (for Ti alloys) in a high-temperature vacuum environment.
- The M2 Cusing is a Direct Metal Laser Melting (DMLM) machine that uses lasers to melt layers of fine metal powder and create complex geometries with incredible precision directly. With a net build volume of 9.8” x 9.8” x 13.8” (xyz), M2 cusing can build a range of metals including Ni alloys, steels, Al and Co-Cr alloys.
- The ProJet CJP 660Pro uses Color Jet Printing (CJP) technology where the color binder is selectively jetted from inkjet print heads over the core layer. After the 3D printing is complete, an infiltrant finishes the part and obtains a sandstone model.
Metal Forming and Machine Shop

CDME houses a machine shop with a wide range of equipment including, horizontal and vertical band saw machines, lathes, CNC machining centers, belt grinding, and surface grinding machines.
- BOND Technologies 3-axis- Friction Stir processing, is a welder capable of performing heavy-duty research and development designed to weld Al, Ti, Cu, steel and other alloys.
- Interlaken 300-ton Hydroforming press, a single-acting, servo-controlled hydraulic press for metal forming with changeable die-inserts for different cavity designs.
- SSG HB600 (new generation), four-axis AC servo motor with four-axis ball screw and linear guide rail and FANUC-ROBOCUT WEDM (Electric Discharge Machining) for machining complex profiles with better accuracy and finishing.
- A 25-ton bench top standard press (CARVER-MH4389) with heated platens up to 350°C for resin bonding, pellet making and other forming operations.
- A new IRM Hot Rolling Mill (model 2050) with two 5″ roller diameter, having a width of 8″ can be separated to a maximum distance of 1.25″. load cells (22-ton) were installed into each head and contain a muffle furnace that is capable of heating various alloys up to 1250°C.
Campus Facilities – Sample Preparation and Mechanical Testing Labs
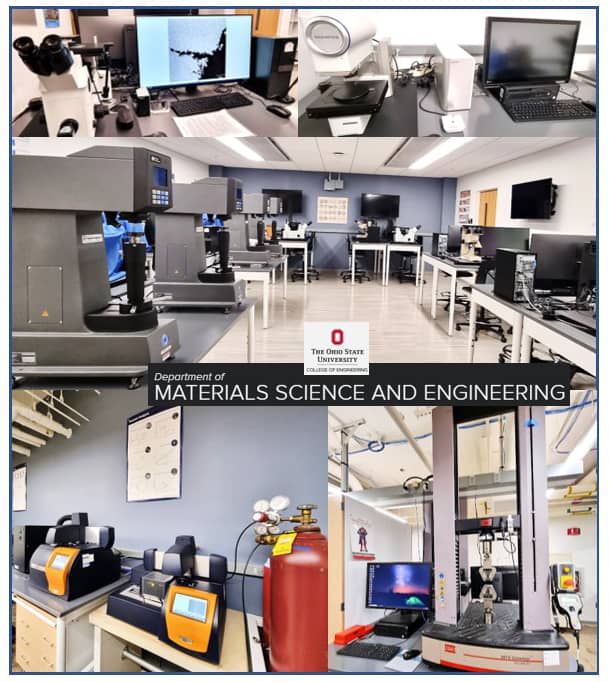
A recently renovated 124,000-square-foot Mars G. Fontana Laboratories features modernized labs for Material Science and Biomedical Engineering teaching and research. The metallography labs at the Fontana building are equipped with new Bühler and Leco machines for sample preparations.
- Bühler Simplimet400 mounting machines, Automet250 and Ecomet30 for polishing, Leco dual belt grinding machine and Leco DS20 hand grinders. Abrasive cutting machines from Leco MSX255 and Bühler IsoMet.
- Microscopy labs are equipped with 12 Olympus microscopes that include 5 new GX53 Olympus microscopes and InstronR574 Rockwell hardness testing machines. Two GX53 Olympus microscopes are equipped with a polarized analyzer filter and have additional slots to use lambda plates for color microscopy. One up-right Olympus DSX-CB series microscope offers better imaging features for bright field, dark field and polarized modes.
- The mechanical testing lab houses MTS Model-43 2-column table-top testing (6 nos.) machines with a maximum force capacity of 10kN, 30kN and 50 kN. Suitable for small sample tensile testing of metals and polymeric materials.
- Discovery DSC2500 and SGT650 differential scanning calorimetry (DSC) and DSC/TGA Thermogravimetry analysis for identifying the phase transformation (melting and crystallization of alloys) temperatures, heats of fusion and reactions.
Campus Facilities – Materials Characterization
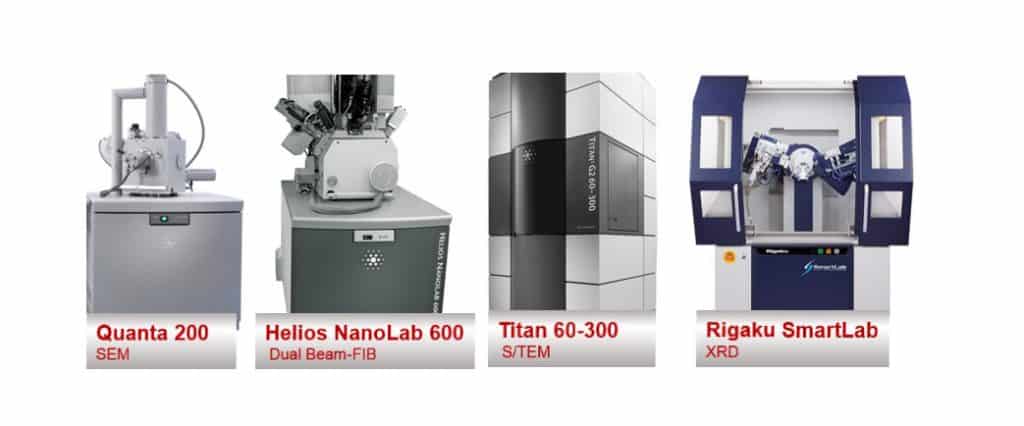
The Center for Electron Microscopy and Analysis (CEMAS) is one of the largest facilities housing electron and ion beam analytical microscopy instruments in any North American institution for materials characterization and a hub for business and academia.
- CEMAS has four scanning electron microscopes (SEM), Quanta 200 filament SEM, two Apreo machines and one variable pressure Quattro ESEM equipped with multiple stages for in-situ experiments (-190°C to 1110°C).
- Two dual beam FIBs, the Helios NanoLab600, and the Nova NanoLab600 are equipped with OmniProbe AutoProbe 200 in-situ lift-out systems along with extremely high resolution down to 5nm.
- Six TEM/STEM microscopes: a ThemisZ optimized for sub-Angstrom spatial resolution imaging, a Titan60-300 for soft and bio-materials, two cryo microscopes Krios TEM, TecnaiF20 analytical FEG TEM/STEM and a Tecnai 30 300kV TEM/STEM optimized for crystallographic imaging.
- CEMAS recently installed a Thermo Scientific Glacios Cryo-TEM for MicroED analysis and a Thermo Scientific Krios G3i Cryo-TEM.
- Two X-ray diffractometers, a Rigaku SmartLab and a Rigaku MiniFlex and a HeliScan microCT for imaging internal structures.
Campus Facilities – The Fontana Corrosion Center
The Fontana Corrosion Center (FCC) focuses on the study of corrosion in an effort to protect materials from the harmful effects of degradation. The Center seeks to understand how microstructure affects corrosion, the mechanisms and efficacy of environment-friendly inhibitors, corrosion rates and mechanisms for highly corrosion resistant alloys under conditions relevant to long term storage of nuclear waste, and prediction of corrosion damage accumulation, and other aspects of corrosion.
Current Projects
Funded by Federal Agencies
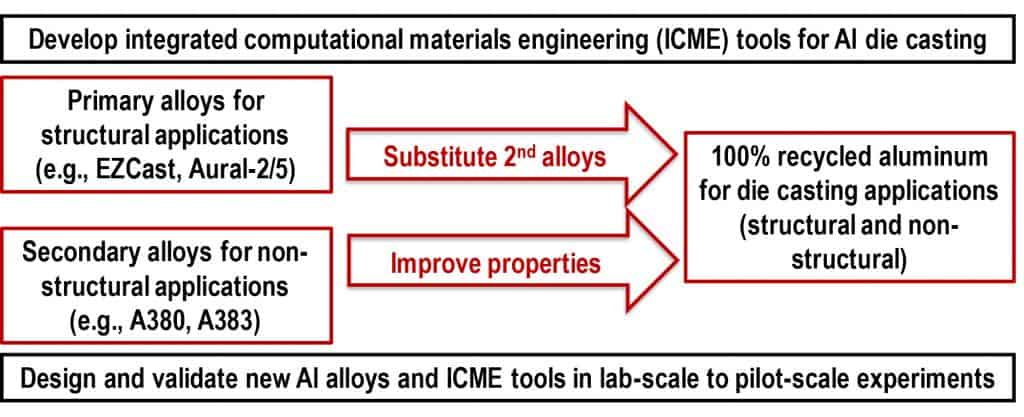
Achieving 100% recycled aluminum in die casting applications (DOE/REMADE)
Overview: Recycling aluminum uses only about 5% of the energy needed for primary aluminum production. Current aluminum die castings for structural applications in the automotive and aerospace industries are made of primary alloys with strict control on impurity elements such as iron and zinc. Increasing the use of aluminum scrap in die casting applications (structural and non-structural) will lead to significant savings of energy and reduction of CO2 emissions. The goal of this proposal is to achieve 100% use of recycled aluminum in die casting applications by realizing the following two objectives: 1) substitute 100% secondary materials for primary alloys (e.g., EZCast and Aural-2) in structural die castings with no degradation in properties; and 2) improve the mechanical properties of the current secondary alloys (e.g., A380 and A383) for non-structural applications. Based on an integrated computational materials engineering (ICME) approach, the project scope will include: 1) thermodynamic modeling and modeling of impurity neutralization, microstructure refining and melt/flux interactions; 2) CALPHAD (CALculation of PHAse Diagrams)-based alloy design using secondary aluminum; 3) ICME tool development for high pressure die casting and heat treatment; 4) Experimental validation of new alloys (microstructure and mechanical properties) and simulation tools; and 5) technology transition and training in the domestic die casting industry to strive for 100% use of recycled aluminum in die casting.
Researchers: N. Balasubramani, M. Moodispaw, G. Garcia, A.A. Luo
Category: Funded by Federal Agencies
Project summary chart
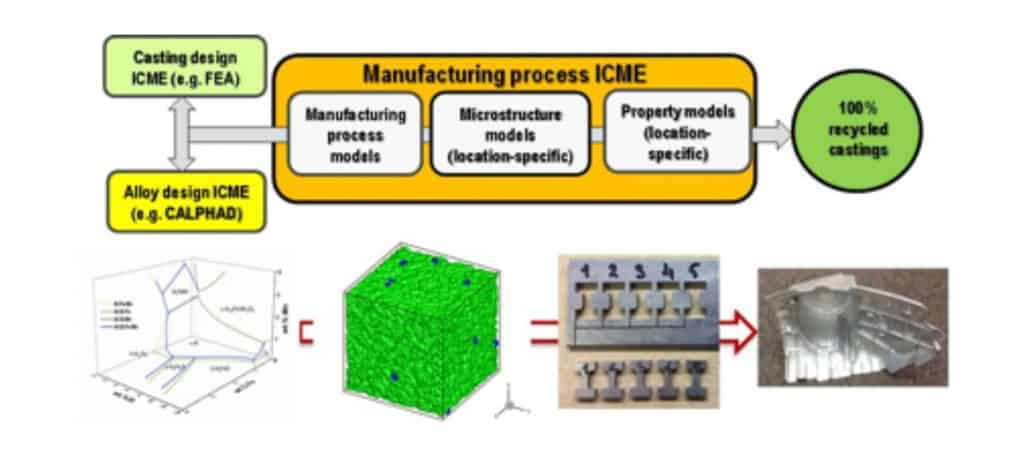
Integrated computational materials engineering (ICME) framework for casting development.